Полимерно-порошковое покрытие
Содержание:
- Что такое полимерно-порошковое покрытие
- Пистолет для порошковой покраски
- Полимерные краски на полеуретановой и эпоксидной основе оптом от 100 кг
- Что собой представляет полимерная порошковая краска
- Трибостат своими руками
- Разновидность порошковой окраски
- Применение порошковой краски
- Фото лучших красок по металлу
- Как выбрать краску
- Окрашивание порошковой краской
- Полимерная порошковая покраска. Термопокраска
- Особенности технологии нанесения порошковой краски и полимеризация
- Суть метода полимерно-порошковой окраски
- Процесс окрашивания и физические особенности
Что такое полимерно-порошковое покрытие
Порошковая окраска — технология получения полимерных покрытий с высокими защитными и декоративными свойствами. Окраска изделий порошковыми красками — современная экономичная технология, позволяющая получить качественное и долговечное покрытие на металле с отличными эксплуатационными характеристиками.

Полимерно-порошковое окрашивание было разработано в 1950-х гг. в США. В то время только лишь начинало формироваться автомобильное производство, которое одним из немногих имело честь протестировать новейший вид покраски. С тех пор прошло уже более 60 лет, и каждый человек может пользоваться порошково-полимерным покрытием металла каждый день, в том числе и у себя на кухне. Сегодня же по объему выпуска термоактивных порошковых ЛКМ лидирует не кто иной как Европа. В России обстановка несколько иная, потому как серийное производство подобный продукции началось только лишь с 1975 года. Теперь полимерно-порошковое окрашивание становится необычайно популярным, проникая во многие слои, раньше занятые традиционными лакокрасочными покрытиями.Метод порошкового окрашивания является популярной альтернативой нанесению жидких лакокрасочных материалов для деталей, допускающих термообработку. Чаще всего слой порошково-полимерного состава на изделии составляет 0,3мм.
Порошковые краски — это твердые дисперсные композиции, в состав которых входят пленкообразующие смолы, отвердители, наполнители, пигменты и целевые добавки. Получают порошковые краски главным образом смешением компонентов в расплаве с последующим измельчением сплава до максимального размера частиц.
Процесс создания полимерно-порошкового покрытия представляет собой окраску поверхности полиэфирным многокомпонентным порошком. Краска наносится на металл методом электролиза. После напыления покрытие формируется в специальной печи при Т=200 С. Результат вплавления краски обеспечивает защиту от механических повреждений.
Порошковые краски своей популярностью обязаны отсутствию растворителей и содержанию веществ, гарантирующих непроницаемое для солей, кислот и влаги тонкослойное покрытие. При этом оно отвечает высоким стандартам качества, является абразивостойким и высокопрочным.
Повышенная устойчивость к механическим повреждениям гарантирует сохранность внешнего вида на протяжении всего срока службы окрашенного полимерно-порошковым покрытием металла.
Основное достоинство метода полимерно-порошкового окрашивания заключается в антикоррозийной защите металла. И получаемое покрытие обладает повышенной жаростойкостью, электроизоляционными свойствами, долговечностью, прочностью, экологичностью, сохраняет первоначальный колер и соответствует Европейским стандартам.
Пистолет для порошковой покраски
 Своими руками такой пистолет собрать можно, тем более что цена на обычный «трибостат» – 7-10 тыс. рублей, а ничего невозможного, кроме учебника физики и умения паять (сверлить) не требуется. Все детали инструмента можно получить из подручных материалов или старой бытовой техники (строчный трансформатор из телевизора, фторопласт – прокладки и уплотнители). Существует две основные конструкции порошковых распылителей:
Своими руками такой пистолет собрать можно, тем более что цена на обычный «трибостат» – 7-10 тыс. рублей, а ничего невозможного, кроме учебника физики и умения паять (сверлить) не требуется. Все детали инструмента можно получить из подручных материалов или старой бытовой техники (строчный трансформатор из телевизора, фторопласт – прокладки и уплотнители). Существует две основные конструкции порошковых распылителей:
- Трибостатические – напряжение, приводящее к зарядке порошка, формируется трением, поэтому блока питания в конструкции пистолета нет.
- Электростатические – прямая зарядка под воздействием электрического тока (создаваемого им поля).
Достоинство первой конструкции – низкая энергозатратность и относительно высокая безопасность. Однако сама конструкция сложнее, да и собирать ее приходится буквально по деталям. Для прямой зарядки порошка можно приспособить даже обычную бутылку, однако наличие в схеме высоковольтного источника потребует хотя бы минимальных знаний в области электрических цепей или покупки готового БП.
Полимерные краски на полеуретановой и эпоксидной основе оптом от 100 кг
1000 1001 1002 1003 1004 1005 1006 1007 1011 1012 1013 1014 1015 1016 1017 1018 1019 1020 1021 1023 1024 1027 1028 1032 1033 1034 1037 2000 2001 2002 2003 2004 2008 2009 2010 2011 2012 3000 3001 3002 3003 3004 3005 3007 3009 3011 3012 3013 3014 3016 3017 3018 3020 3022 3027 3028 3031 4001 4002 4003 4004 4005 4006 4007 4008 4009 4010 5000 5001 5002 5003 5004 5005 5007 5008 5009 5010 5011 5012 5013 5014 5015 5017 5018 5019 5020 5021 5022 5023 5024 6000 6001 6002 6003 6004 6005 6006 6007 6008 6009 6010 6011 6012 6013 6014 6015 6016 6017 6018 6019 6020 6021 6022 6024 6025 6026 6027 6028 6029 6032 6033 6034 6037 7000 7001 7002 7003 7004 7005 7006 7008 7009 7010 7011 7012 7013 7015 7016 7021 7022 7023 7024 7026 7030 7031 7032 7033 7034 7035 7036 7037 7038 7039 7040 7042 7043 7044 7045 7046 7047 8000 8001 8002 8003 8004 8007 8008 8011 8012 8014 8015 8016 8017 8019 8022 8023 8024 8025 8028 9001 9002 9003 9004 9005 9010 9011 9016 9017 9018
Что собой представляет полимерная порошковая краска

Технология полимерной покраски – самая современная, широко распространенная и не имеющая аналогов, ведь это экологически чистая, безотходная технология получения особенно качественных покрытий. Вот главные ее преимущества перед другими технологиями:
Технологические операции производятся за достаточно короткое время, оборудование для такой покраски компактное, а потому площадь окрасочных участков не обязательно должна быть большой. Также благодаря системе рекуперации краска используется почти на 98%, что попросту невозможно при других подходах, где потери лакокрасочных материалов могут достигать все 40%. Кроме того, себестоимость окрашивания достаточно низкая, ведь растворители в этой технологии выполняют лишь роль носителей пленочного покрытия.
Благодаря тому, что покрытие затвердевает при полимерной окраске достаточно быстро, общие затраты времени на все работы невелики. Например, однослойное порошковое покрытие нужно сушить всего один раз, а вот традиционные лакокрасочные – многократно.
В полимерной окраске не нужно скрупулезно следить за вязкостью покрытия и доводкой его до нужной величины. А это – экономия материалов и большая стабильность качества покрытия. Даже само распылительное оборудование для порошка чистить намного проще, чем после жидкой краски.
Полимерная порошковая краска обладает достаточно широкой цветовой гаммой – более 5000 цветов и фактур. И свойства поверхности, которые достигаются с помощью этой технологии, практически недостижимы традиционными способами, или же их стоимость будет намного выше. Порошковой покраской можно сделать автомобиль цвета алюминиевого, серебристого и золотистого металлика, модного «антика», старинного бронзового или медного покрытия и даже структурированной поверхности. Причем блеск в такой технологии покраски контролировать достаточно легко.
Полимерное покрытие обладает особенно высокими физико-механическими показателями: удар – 500 нм, изгиб – 1 мм. Прямо на окрашенном порошковой краской кузове автомобиля полимеризуется слой очень эластичной пластмассы с высокой адгезией и создается антикоррозийное и электроизоляционное покрытие, которое стойко к растворам кислот, щелочей и органических растворителей. К слову, толщина самого покрытия – 30-250 мкм.
Даже в самых жестких погодных условиях срок службы полимерного покрытия может достигать 50 лет, если при его создании была полностью соблюдена вся технология.
В полимерной технологии не используются никакие токсичные и огнеопасные растворители. Кроме того, полимерное окрашивание полностью безотходно – ведь в нем нет лишнего порошка, который бы оседал или распылялся, как краска. Условия труда в работе по такой технологии куда лучше, чем при окрашивании ядовитой краской.
Полимерную краску можно даже наносить на стекло и обратную сторону зеркала
Устойчивость к истиранию и температурным перепадам. Такого качества, как при полимерной покраске, достичь другими способами просто невозможно. К слову, среди полимерных красок есть и эксклюзивные, «антик» — медные, старинные бронзовые и серебристые благородные – выбор цвета порошковой краски происходит по каталогу RAL.
Скрыть какой-либо дефект на кузове можно всего одним слоем полимерной краски, но даже при нанесении толстых слоев (ради достижения какой-либо декоративной цели, например) никаких подтеков не будет – это исключено.
Технология полимерной порошковой покраски представляет собой нанесение заряженного электрически полимерного порошка на предварительно заземленное металлическое изделие и последующее его запекание в печи. Причем структура поверхности в итоге может быть любой, в зависимости от желания: матовой, глянцевой, молотковой и шагреневой.
Трибостат своими руками
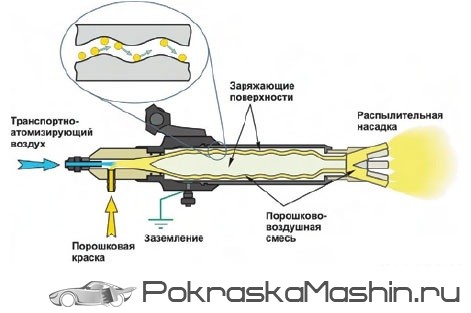 Основа работы таких пистолетов – трение порошка о поверхность зарядной трубки. Формирование воздушной смеси происходит также как в обычном пистолете: с помощью компрессора, инжектора и регулирующего механизма. Однако переделывать для этих целей обычный пистолет не рекомендуется, так как зарядная трубка должна быть прямым продолжением инжектора – по этой причине инжектор (форсунка) изготавливается из дюралюминиевого прутка Д16Т. За счет маленького диаметра форсунки поступающий из компрессора поток разгоняется до высокой (требуется больше 350 м/с) скорости. Общий принцип зарядки показан на фото.
Основа работы таких пистолетов – трение порошка о поверхность зарядной трубки. Формирование воздушной смеси происходит также как в обычном пистолете: с помощью компрессора, инжектора и регулирующего механизма. Однако переделывать для этих целей обычный пистолет не рекомендуется, так как зарядная трубка должна быть прямым продолжением инжектора – по этой причине инжектор (форсунка) изготавливается из дюралюминиевого прутка Д16Т. За счет маленького диаметра форсунки поступающий из компрессора поток разгоняется до высокой (требуется больше 350 м/с) скорости. Общий принцип зарядки показан на фото.
 Для предварительной регулировки давления можно задействовать редуктор от пропанового баллона. Порошок смешивается с поступающим воздухом непосредственно в инжекторе, но воздух, подаваемый к нему, должен проходить через ресивер: дополнительная емкость позволит отсечь вероятную влагу от воздуха, а влага чрезвычайно вредна и для порошка, и для трибостатической зарядки. На фото чертеж к патенту № 2256511 (5 – рассекающий стержень, 10 – распыляющие каналы, 13 – проточка для разнесения порошка по стержню, 15 – завихрители).
Для предварительной регулировки давления можно задействовать редуктор от пропанового баллона. Порошок смешивается с поступающим воздухом непосредственно в инжекторе, но воздух, подаваемый к нему, должен проходить через ресивер: дополнительная емкость позволит отсечь вероятную влагу от воздуха, а влага чрезвычайно вредна и для порошка, и для трибостатической зарядки. На фото чертеж к патенту № 2256511 (5 – рассекающий стержень, 10 – распыляющие каналы, 13 – проточка для разнесения порошка по стержню, 15 – завихрители).
Внешнюю трубку для зарядки проще всего изготовить из фторопласта (в продаже имеются стержни, из которых можно выточить и трубку, и вкладываемый в нее стержень). Внутренний стержень (рассекатель) нужен в трубке для создания дополнительного трения, однако этого мало, и для усиления трения на стержень желательно навернуть 1-2 завихрителя из того же фторопласта (насадки со спиралевидными прорезями). Основной фактор, определяющий качество работы конструкции, – зазор между внутренней стороной трубки и рассекателем. При длине зарядной части в 8-10 см и внутреннем диаметре трубки 10 мм, достаточно зазора в 1-1,5 мм (большой диаметр рассекателя станет причиной забивания зарядной трубки, маленький – слабого заряда и некачественной покраски).
 Площадь сечения пропускающего порошок зазора должна быть равна пропускающей площади завихрителей (меньшая площадь спиральных прорезей станет причиной поломки, большая – низкой эффективности этих элементов). Распылитель представляет собой обычный раструб, направляющий порошок в сторону детали. Вытачивать его лучше также из фторопласта своими руками, так как даже минимальный дополнительный заряд частицам не повредит. На конец раструба ставится дефлектор, как на фото.
Площадь сечения пропускающего порошок зазора должна быть равна пропускающей площади завихрителей (меньшая площадь спиральных прорезей станет причиной поломки, большая – низкой эффективности этих элементов). Распылитель представляет собой обычный раструб, направляющий порошок в сторону детали. Вытачивать его лучше также из фторопласта своими руками, так как даже минимальный дополнительный заряд частицам не повредит. На конец раструба ставится дефлектор, как на фото.
Разновидность порошковой окраски
Для нанесения покраски необходимо следующее оборудование:
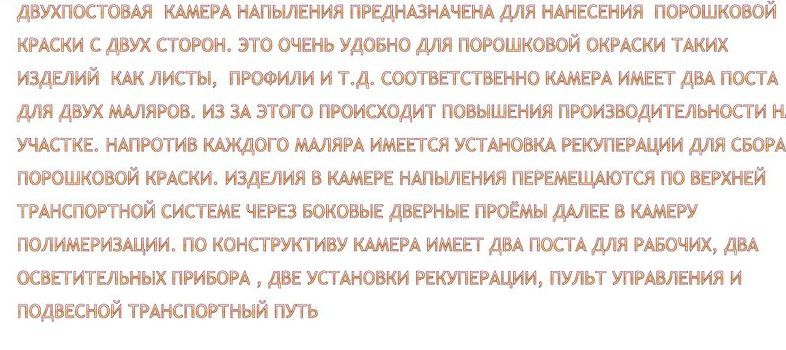 Двухпостовая камера напыления
Двухпостовая камера напыления
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Применение порошковой краски
 В отличие от обычной жидкой, использование порошка чрезвычайно экономично – при окрашивании изделий краской на основе растворителей ее уходит в три раза больше, чем при использовании воздушно дисперсионной краски, и благодаря этому порошковая краска получила широкое распространение во многих областях.
В отличие от обычной жидкой, использование порошка чрезвычайно экономично – при окрашивании изделий краской на основе растворителей ее уходит в три раза больше, чем при использовании воздушно дисперсионной краски, и благодаря этому порошковая краска получила широкое распространение во многих областях.
Используя специальные покрасочные камеры для нанесения порошковой краски, получают эстетичное и высокопрочное покрытие – таким образом окрашивают и керамические изделия, и деревянные, и изделия из стекла и металла, например, алюминия и стали, и многие другие. Экономичности этого способа нанесения добавляет и то, что излишек краски можно собрать обратно, и использовать для нанесения на следующую партию изделий.
При работе с изделиями из металла, в следствии их электропроводности, эффективен также трибостатический способ нанесения краски, при этом можно получить высококачественное покрытие на сложных узлах и деталях. Также порошковую краску успешно используют для нанесения на изделия из керамики, стекла и полимеров. Полимерное покрытие имеет самый эстетичный вид и обладает лучшим защитным слоем.
Благодаря своей высокотехнологичности и способности образовывать равномерный по всей поверхности слой покрытия, порошковая краска широко применяется во многих отраслях производства, начиная от покрытия электрооборудования, товаров для спорта, сельхозтоваров, и бытовой техники, до антикоррозионной обработки бурильных и арматурных труб и профилей, и использовании в автомобилестроении в качестве грунтовки и для обработки различных поверхностей. А возможность использования пигментов в большом цветовом ассортименте, насчитывающем свыше трехсот оттенков, делает порошковую краску еще более востребованной на рынке лакокрасочной продукции.
Таблица. Области применения порошковых красок.
| Тип порошковой краски | Преимущества | Недостатки | Область применения |
|---|---|---|---|
| Эпоксидная | Высокая адгезия, механическая прочность и химическая стойкость к воздействию влаги, щелочей, алифатических и ароматических углеводородов, смазочных масел, топлива, сырой нефти. Интервал рабочих температур от –60 до +120 °С. Диэлектрические свойства покрытий достаточно высоки | Низкая устойчивость к ультрафиолету и, соответственно, слабая стойкость вне помещений, невысокая термостойкость, склонность к пожелтению при отверждении | Антикоррозионная защита изделий, подвергающихся химическому воздействию, а также используемых внутри помещений: — металлической мебели; — бытового оборудования |
| Эпоксидно- полиэфирная | Относительно низкая цена и хорошее качество получаемых покрытий. Краски получают комбинированием эпоксидного и полиэфирного олигомера. Покрытия имеют красивый внешний вид, хороший глянец и равномерную окраску, устойчивы к воздействию воды, водных растворов солей, разбавленных щелочей и кислот | По сравнению с эпоксидным покрытием — пониженная стойкость к химреактивам, трудность получения матовых покрытий при низкотемпературном отверждении | Окраска изделий, эксплуатирующихся внутри помещений: — металлической мебели; — осветительного оборудования; — электронагревательных и бытовых приборов; — различной металлической фурнитуры |
| Полиэфирная | Достаточно высокая стойкость к воздействию атмосферных факторов, светостойкость, механическая и электрическая прочность, повышенная стойкость к истиранию. Улучшают внешний вид изделия благодаря высокой глянцевитости. Удовлетворительная адгезия к металлам | Щелочестойкость и диэлектрические показатели несколько ниже по сравнению с эпоксидными и эпоксидно-полиэфирными красками | Для окраски изделий, подвергающихся постоянному воздействию атмосферных факторов: — фасадных панелей — сельскохозяйственной техники, велосипедов — кондиционеров — других металлических изделий и конструкций, находящихся на открытом воздухе |
Фото лучших красок по металлу






























Также рекомендуем просмотреть:
- Какой паркетный лак лучше выбрать
- Какой растворитель лучше выбрать
- Быстросохнущая краска без запаха для внутренних работ
- Лучшая аэрозольная краска в баллончиках
- Лучшая краска на водной основе
- Как выбрать фасадную краску для наружных работ
- Какая масляная краска лучше
- Лучшая интерьерная краска для стен
- Какая краска для обоев под покраску лучше
- Колеровка краски своими руками
- Как выбрать эпоксидную краску
- Как выбрать лучший воск для дерева
- Лучший термостойкий лак
- Какая декоративная краска лучше
- Лучшие эмалевые краски
- Какую олифу лучше выбрать
- Лучшая водостойкая краска для ванной комнаты
- Как и чем снять или удалить старую краску
- Как выбрать пропитку для дерева
- Инструкция как покрасить стены своими руками
- Какой лак для дерева лучше выбрать
- Как выбрать битумный лак
- Как рассчитать расход краски на 1 м2
- Что такое алкидная краска и способы ее применения
- Виды жидкого стекла
- Водно-дисперсионная краска
- Лучшая огнезащитная краска
- Как подобрать колер для краски
- Огнебиозащитный состав для древесины
- Порошковая покраска в домашних условиях
- Краска на клеевой основе
- Лучшая краска для стен
- Инструменты и приспособления для малярных работ
- Как выбрать лучший малярный валик
- Советы по выбору краски для пола
- Какое преимущество краски Тиккурила
- Лучшие фактурные краски для стен с эффектами
- Виды и применение аэрозольной краски
- Как выбрать белую краску
- Лучшие лаки по металлу
- Пошаговая инструкция, как покрасить потолок
- ТОП лучших яхтных лаков
- Лучшая акриловая грунтовка
- Лучшая краска для дерева
- Как выбрать лучшую краску для потолка
- Разновидности морилок
- Обзор лучших преобразователей ржавчины
- Какой антисептик для древесины лучший
- Как выбрать кисть для покраски
- Лучшая водоэмульсионная краска для стен и потолков
Как выбрать краску
Исходя из проведенного выше обзора, можно заключить, что краски молоткового и кузнечного типа имеют наилучшие характеристики и способны обеспечить наилучшую защиту металлу, но при этом весьма дороги, поэтому их применение на больших площадях может серьезно ударить по бюджету.
В этом случае можно рассмотреть промежуточный вариант с использованием резиновой краски, которая тоже неплохо предотвратит коррозию и изолирует поверхность от воздействий окружающей среды. Изделия же первых двух типов НЦ и ПФ сильно проигрывают в своих защитных свойствах, но при этом имеют низкую стоимость и могут применяться скорее в декоративных целях.


Окрашивание порошковой краской

Покраска порошковой краской проводится в три этапа.
Они заключаются в:
- подготовке поверхности к нанесению слоя краски. На данном этапе необходимо устранить с поверхности крупные и мелкие загрязнения и тщательным образом все промыть и высушить.
- нанесении порошковой краски. На данном этапе необходимо тонким слоем распылить краску по поверхности, чтобы в последующем окрашенный слой был равномерным. Для этой цели необходимо иметь специализированное оборудование. Оно может быть представлено специальным пневматическим устройством.
- полимеризации. На данном этапе изделий с напылением порошковой краски отправляется в специальную печь, где осуществляется его нагревание.
Таблица 1. Подготовка поверхности перед нанесением порошковой краски.
| Дефекты покрытий | Причины | Способы устранения |
|---|---|---|
| Сорность покрытия | Наличие крупных включений в исходной краске или краске, поступающей из системы рекуперации | Заменить или просеять краску; проверить сита для возврата краски |
| Загрязненность воздуха, подаваемого на распыление или в нагревательное устройство (печь) | Улучшить качество очистки воздуха | |
| Шагрень | Низкий показатель растекания краски (возможно из-за превышения срока хранения) | Заменить краску |
| Низкая температура формирования покрытия | Повысить температуру в печи | |
| Очень тонкое покрытие | Увеличить толщину, отрегулировав подачу краски | |
| Кратеры | Несоответствие краски требованиям НТД | Заменить краску |
| Плохая очистка воздуха от масляных загрязнений | Улучшить качество очистки воздуха | |
| Плохая очистка изделий | Проверить соответствующие химикаты и оборудование | |
| Пузыри, проколы, видимые микропоры | Дефектность покрываемой поверхности (наличие пор, кратеров, воздушных полостей) | Краску наносить на предварительно нагретое изделие |
| Слишком высокая температура формирования покрытий | Уменьшить температуру в печи | |
| Высокая влажность порошка | Проверить условия хранения | |
| Выделение газа в ходе реакции полимеризации | Удерживать толщину покрытия не выше 100 мм | |
| Потеки | Слишком высокий показатель растекания краски | |
| Нанесения чрезмерно толстого слоя краски | Уменьшить толщину наносимого слоя краски | |
| Изменение цвета | Завышенные температура или время формирования покрытия | Привести в соответствие параметры формирования покрытия |
| Плохая очистка установки при переходе с цвета на цвет | Обеспечить чистоту всех элементов установки | |
| Повышенный блеск матового покрытия | Нанесен слишком тонкий слой краски | Увеличить толщину наносимого слоя краски |
Полимерная порошковая покраска. Термопокраска
Полимерная покраска металлических дверей и кованых изделийНаружная отделка металлических дверей должна иметь эстетичный вид Основным свойством данного покрытия (и это признают все Конечно, если взять «болгарку», то и порошковое покрытие Необходимо также отметить, что порошковое покрытие не боится Конечно, металлическая дверь с порошковым напылением — В силу этих обстоятельств подавляющее большинство Из всего этого складывается стоимость таких услуг, в несколько Стальные двери с порошковым напылением используются обычно в местах, На ваш выбор представляется несколько видов антика и любой оттенок |
СовременноХотя технология и называется «покраской», это всё-таки не краска, а полимерное покрытие. Равномерно напылённый на окрашиваемое изделие порошок, «прилипший» КрасивоЦветовая гамма определяется международной системой RAL, имеющей более 250 оттенков. Различная степень блеска:
Прочно и долговечноВ результате покраски непосредственно на окрашиваемой поверхности Благодаря этому создается ударопрочное покрытие с высокими Этот показатель позволяет использовать покрытие в изготовлении множества изделий, связанных с низкими и высокими температурами:
|






Alternative flash content
To view this Flash you need Javascript on your browser and updated version of flash player.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
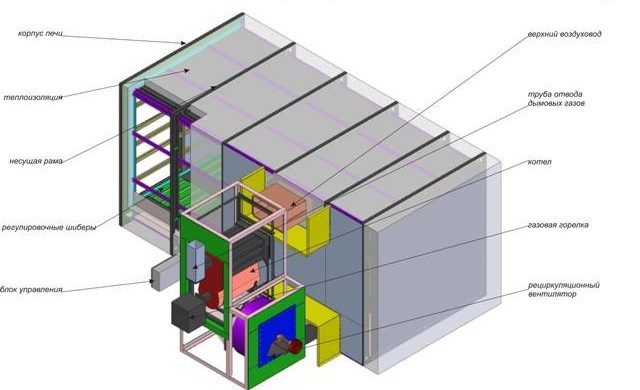
 Схема линий порошкового окраса
Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
 Печь полимеризации
Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Видео по теме: Порошковая покраска металла
Подборка вопросов
- Михаил, Липецк — Какие диски для резки металла использовать?
- Иван, Москва — Какой ГОСТ металлопроката листовой стали?
- Максим, Тверь — Какие стеллажи для хранения металлопроката лучше?
- Владимир, Новосибирск — Что значит ультразвуковая обработка металлов без применения абразивных веществ?
- Валерий, Москва — Как выковать нож из подшипника своими руками?
- Станислав, Воронеж — Какое оборудование используют для производства воздуховодов из оцинкованной стали?
Суть метода полимерно-порошковой окраски
 На очищенный обрабатываемый предмет напыляется порошковая краска. В процессе напыления частицы порошковой краски электрически заряжаются от внешнего источника или электризацией при трении. Электрическим полем частицы порошковой краски переносятся к окрашиваемому изделию, которое имеет противоположный заряд. Не осевшие на продукции частицы порошковой краски улавливаются в окрасочной камере напыления и могут быть использованы для повторного напыления, что исключается при использовании обычных жидких красок. Потом изделие с нанесенной порошковой краской переносится в камеру полимеризации для «запекания» краски.
На очищенный обрабатываемый предмет напыляется порошковая краска. В процессе напыления частицы порошковой краски электрически заряжаются от внешнего источника или электризацией при трении. Электрическим полем частицы порошковой краски переносятся к окрашиваемому изделию, которое имеет противоположный заряд. Не осевшие на продукции частицы порошковой краски улавливаются в окрасочной камере напыления и могут быть использованы для повторного напыления, что исключается при использовании обычных жидких красок. Потом изделие с нанесенной порошковой краской переносится в камеру полимеризации для «запекания» краски.
В процессе формирования покрытия из нанесенного порошкового слоя создается монолитное качественное покрытие на поверхности изделия.
Процедура формирования покрытия осуществляется посредством нагрева слоя порошковой краски до состояния его оплавления с образованием монолитного слоя. При последующей обработке в результате отвердения (для термореактивных материалов) или охлаждения (для термопластичных материалов) слоя образуется твердая пленка. Оплавление порошковых красок делится на три стадии: порошок оплавляется и переходит в вязко-текучее состояние; образуется единый слой из оплавленных частиц порошка; окрашиваемая поверхность смачивается расплавленным полимером, благодаря чему и формируется полимерно-порошковое покрытие.
Процесс окрашивания и физические особенности
Порошковые краски состоят из мельчайших частиц. Частицы принимают заряд от стороннего статического поля, он противоположен характеристикам окрашиваемой поверхности. После зарядки частицы просто оседают на поверхности, и образуется специальный пласт, имеющий минимальную толщину. Камера напыления захватывает частицы с зарядом. У самих пылинок – значение напряжения электрического поля, которого не хватает для соединения с поверхностью предмета. Потому окрашивание проводится повторно.

После всех предыдущих этапов запыленная поверхность запекается, то есть окрашенное изделие переносят в специальную камеру. Там проходит процесс полимеризации под воздействием высоких температур. Разные типы порошковых красок могут давать разные эффекты.

На видео: технические особенности и нюансы порошковой покраски.